


1. Đôi nét về dao tiện CNC
Dao tiện CNC là công cụ của máy tiện được sử dụng để gia công các vật liệu kim loại hoặc gỗ theo hình dạng mong muốn. Người vận hành có thể thực hiện một số hoạt động bằng dao tiện CNC như tiện, cắt rãnh, khoan, cắt,… để loại bỏ các vật liệu thừa ra khỏi phôi để đạt được kích thước và hình dạng xác định.
Các vật liệu làm dao tiện CNC chủ yếu bao gồm:
Dao thép tốc độ cao
Dao tiện CNC được làm bằng thép tốc độ cao (HSS) có thể duy trì độ cứng dù được đặt ở nhiệt độ lên đến 1000°F (588°C). Do đó, loại dao này là sự lựa chọn lý tưởng trong gia công thô và gia công bán tinh.
Dao tiện Carbide
Dao tiện CNC Carbide cho khả năng chống mài mòn, độ bền nhiệt vượt trội hơn và tuổi thọ dài hơn so với dao tiện thép tốc độ cao. Vì thế chúng được ứng dụng để gia công cắt vật liệu như sắt, thép chịu nhiệt, gang, thép không gỉ, than chì, thủy tinh, nhựa, đá và các vật liệu cứng khác.
Dao tiện kim cương
Kim cương là một vật liệu rất cứng và chịu mài mòn rất tốt. Bên cạnh đó kim cương còn có hệ số ma sát thấp, mô đun đàn hồi cao, dẫn nhiệt cao và hệ số giãn nở nhiệt thấp. Vì thế, dao tiện CNC kim cương hoàn toàn có khả năng gia công chính xác các vật liệu giòn, chịu mài mòn, phù hợp và cứng như than chì.
Vật liệu khác
Bên cạnh những vật liệu kể trên thì dao tiện CNC còn có thể được chế tạo từ các vật liệu khác như Boron Nitride hoặc gốm. Các lưỡi dao này được sử dụng chủ yếu trong gia công thô và cắt các hợp kim cứng.
Một chiếc dao tiện CNC có cấu tạo cơ bản gồm 2 phần chính là phần lưỡi và phần cán:
- Phần lưỡi: là các mảnh dao (insert) được thiết kế theo hình dạng tiêu chuẩn.
- Phần cán: có chức năng kẹp giữ dao trên ổ gá dao, được chia thành nhiều loại như:
- Tiện thô, tinh ngoài và trong
- Tiện lỗ, tiện định hình
- Tiện cắt đứt thép trụ đặc và rỗng
- Tiện rãnh trong và ngoài
- Tiện rãnh sâu và rãnh bề mặt
2. Phân loại dao tiện
2.1. Dao tiện quay (Turning Tool)
Dao tiện CNC quay gồm có 2 loại là dao tiện thô và dao tiện hoàn chỉnh:
2.1.1 Dao tiện thô (Rough Turning Tool)
Chức năng chính của dao tiện thô là loại bỏ tối đa lượng vật liệu thừa của phôi trong khoảng thời gian cho phép. Góc cắt được mài để nó có thể chịu được áp lực cắt lớn trong quá trình hoạt động.

2.1.2 Dao tiện hoàn chỉnh (Finish Turning Tool)
Là loại dao tiện CNC được sử dụng để loại bỏ một lượng vật liệu rất nhỏ sau khi gia công thô. Góc cắt của dao được mài nhỏ đến mức có thể tạo ra một bề mặt rất mịn và chính xác trên phôi.

2.2 Dao tiện vát mép (Chamfering Tool)
Dao tiện CNC vát mép là dụng cụ tiện được sử dụng để tạo rãnh trên một chi tiết. Ngoài ra dao vát mép còn có thể tạo ra các cạnh nhẵn hoặc cạnh gấp khúc trên phôi.

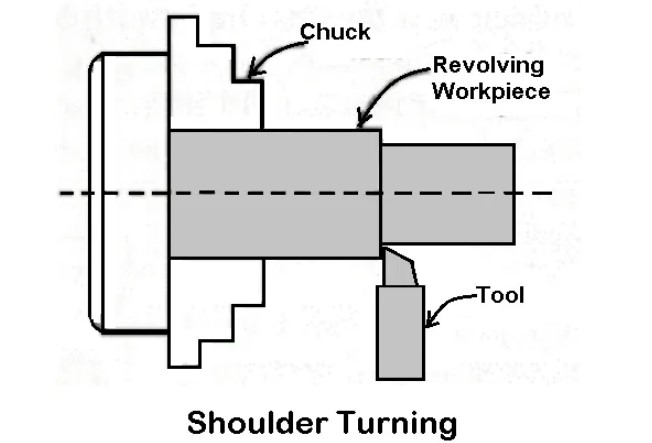
2.3 Dao tiện vai (Shoulder Turning Tool)
Vai vuông có thể được tiện bằng dao tiện CNC quay hoặc dao tiện bề mặt. Trong khi đó vai vát được tiện bằng dao thẳng có góc cắt cạnh và bán kính mũi bằng không. Vai có fillet được tiện bằng dao tiện thẳng có bán kính mũi tương ứng với bán kính fillet của nguyên công.
2.4 Dao cắt ren (Thread Cutting Tool)
2.4.1 Dao cắt ren bên ngoài
Ren hệ Mét, B.S.W hoặc American “V” được tạo thành bởi dao cắt ren một điểm. Các cạnh cắt của dao được mài sắc theo hình dạng và kích thước của ren cần cắt. Hình dạng của dao tiện CNC cắt ren được xác định bởi góc mũi của dụng cụ phải tương ứng với góc của ren. Theo đó, góc độ mũi dao có thể là 60 ° theo hệ mét hoặc 55 ° theo hệ B.S.W. Kích thước hoặc tiết diện các cạnh cắt của dao phụ thuộc vào bước ren. Dưới đây là hình ảnh minh họa của một lưỡi dao cắt ren H.S.S.

2.4.2 Dao cắt ren vuông
Khe hở bên của dao cắt ren vuông đóng vai trò quan trọng để ngăn dụng cụ cản trở hoặc cọ xát với mặt dọc của ren.
Chúng ta có công thức:

Theo đó, góc khe hở bên về phía trước được xác định bằng cách cộng 5° vào góc xoắn của ren và khe hở phía sau thu được bằng cách trừ đi 5 ° cho góc xoắn. Nếu ø là góc khe hở bên phía trước và θ là góc mặt khoét phía sau, chúng ta sẽ đi đến kết luận rằng “Chiều rộng của lưỡi cắt phải bằng một nửa bước ren”.

2.4.3 Dao cắt ren bên trong
Dao tiện CNC cắt ren bên trong có hình dạng tương tự như dao cắt ren bên ngoài nhưng góc khoét phía trước được tăng lên như dụng cụ doa. Loại dao này được rèn và giữ trên một thanh doa. Điểm dao phải được đặt vuông góc với vật liệu gia công.
2.5 Dao tiện mặt (Facing Tool)
Dao tiện CNC mặt được sử dụng để gia công bề mặt phẳng vuông góc với trục quay của chi tiết. Dao được lắp vào giá đỡ nằm trên thanh răng của máy tiện. Trong quá trình này, dao tiện sẽ khớp và vuông góc với trục quay.

2.6 Dao tạo rãnh (Grooving Tool)
Dụng cụ tạo rãnh thường là một mảnh cacbua được gắn trong một giá đỡ dụng cụ chuyên biệt. Mảnh cacbua được thiết kế có nhiều đầu được mài theo kích thước và hình dạng cần thiết cho một công việc cụ thể, bao gồm cả việc cắt rãnh và hoàn thành công việc khác.

2.7 Dao định hình (Forming Tool)
Dao tiện CNC định hình được dùng để tạo hình cho phôi thành sản phẩm mong muốn. Có các loại dao định hình sau đây:
2.7.1 Dao định hình cơ bản
Các công cụ này có các cạnh cắt của chúng được mài theo hình dạng của rãnh, đường cắt hoặc đường ren cần cắt.
2.7.2 Dao định hình phẳng dovetail
Dao định hình dovetail có lưỡi cắt rộng hơn tương ứng với hình dạng mong muốn. Phần dovetail của dụng cụ được lắp vào một giá đỡ đặc biệt.
2.7.3 Dao định hình tròn
Loại dao này được ưa chuộng trong công việc sản xuất vì có thể sử dụng một bề mặt cắt rất dài, dẫn đến tuổi thọ của dụng cụ cao hơn.
Tâm của dao được đặt cao hơn một chút so với đường tâm của phôi để tạo góc giải phóng mặt trước hiệu quả trên dụng cụ. Dụng cụ sẽ cọ xát với tác phẩm nếu các tâm có cùng chiều cao. Đường tâm dao thường cao hơn đường tâm máy tiện từ 1/20 đến 1/10 đường kính dao. Chiều cao này được gọi là “offset”.

2.8 Dao doa (Boring Tool)
Dao doa được sử dụng để mở rộng đường kính của lỗ đã khoan trên vật liệu gia công trước đó. Dụng cụ có thể mở rộng lỗ khoan một cách nhanh chóng và chính xác để lắp các thành phần khác ăn khớp với nhau.

2.9 Dao chia cắt (Parting Tool)
Dao tiện CNC chia cắt được dùng để cắt đôi một chi tiết. Hoặc khi người vận hành cần cắt rời các mảnh từ phôi chính thì sử dụng dao chia cắt là lựa chọn hợp lý.

2.10 Dao tiện có khía (Knurling Tool)
Dao tiện CNC có khía là một loại dụng cụ tiện có thể sản xuất các bộ phận của máy tiện có khía bằng cách biến một chi tiết thành một mặt cắt tròn. Do đó, Bạn có thể sử dụng loại dao này làm kẹp cho tay cầm hoặc các vật buộc như đai ốc.

Những loại dao tiện CNC ở trên được phân loại dựa theo nhu cầu sử dụng của con người trong quá trình tiện. Ngoài ra chúng ta còn có thể phân loại dao tiện theo phương pháp áp dụng nguồn cấp dữ liệu:
Dao tiện phải
Dao tiện CNC tay phải có chức năng loại bỏ vật liệu khi di chuyển từ phải sang trái. Tên “dao tiện phải” được đặt dựa trên sự tương đồng với bàn tay phải của con người. Sử dụng tay phải của con người, ngón tay cái thể hiện hướng đi dao. Do đó, lưỡi cắt chính nằm ở phía bên trái của dụng cụ.

Dao tiện trái
Không giống như dao tiện phải, dao tiện CNC tay trái loại bỏ vật liệu khi di chuyển từ trái sang phải. Sử dụng bàn tay trái của con người, ngón tay cái thể hiện hướng tiến dao. Do đó, lưỡi cắt chính nằm ở phía bên phải của dụng cụ.

Dao tiện mũi tròn
Dụng cụ tiện mũi tròn không có cào sau hoặc cào bên. Do đó, dao được đưa từ trái sang phải hoặc từ phải sang đầu bên trái của bàn máy tiện. Tuy nhiên, trong một số trường hợp, dao tiện mũi tròn có thể có phần gồ nhỏ lên ở phía sau. Do có cạnh tròn nên dao tiện mũi tròn là công cụ phổ biến trong gia công tiện tinh.

3. Lựa chọn dụng cụ tiện phù hợp nhu cầu
3.1 Lựa chọn dao tiện theo vật liệu
Loại vật liệu CNC bạn đang cắt là một trong những yếu tố quan trọng vì nó quyết định loại dụng cụ tiện mà bạn có thể sử dụng. Các đặc tính quan trọng mà bạn phải xem xét trước khi chọn một lưỡi dao tiện CNC bao gồm: độ cứng, khả năng chống mài mòn và độ dẻo dai. Các đặc tính này có thể xác định loại dao cắt mà bạn đang cần. Ví dụ, khi gia công vật liệu cực kỳ cứng thì dao cacbua hoặc dao kim cương sẽ là lựa chọn phù hợp.
3.2 Lựa chọn hình dạng của dao
Hình dạng của dao tiện CNC cũng là một yếu tố khác cần xem xét trong quá trình lựa chọn. Vị trí của lưỡi cắt cũng xác định hướng mà dụng cụ sẽ cắt (dao tiện tay phải, dao tiện tay trái và dao tiện mũi tròn).
3.3 Lựa chọn theo hình dạng sản phẩm mong muốn
Tất cả các loại dao tiện CNC được phân loại theo cách sử dụng có thể tạo ra sản phẩm với một hình dạng xác định. Do đó, bạn phải xem hình dạng sản phẩm mong muốn của mình là gì từ đó đưa ra lựa chọn phù hợp. Do sự phức tạp của hầu hết các sản phẩm gia công CNC, bạn có thể cần chọn nhiều lưỡi dao cho quá trình gia công.
4. Lưu ý sử dụng dao tiện
Để dao tiện CNC luôn giữ được độ sắc bén trong quá trình gia công, bạn nên mài dao định kỳ. Tuy nhiên, nếu mài dao không đúng cách có thể gây ra tình trạng xấu cho lưỡi dao và ảnh hưởng đến tuổi thọ của máy cũng như độ chính xác khi gia công. Việc mài dao tiện CNC sẽ giúp bạn bảo quản lưỡi dao tốt hơn và tiết kiệm chi phí sửa chữa, thay thế.
4.1 Các bước mài dao tiện CNC cơ bản
- Bước 1: Mài mặt sau chính và kiểm tra góc sau chính khi mài.
- Bước 2: Mài mặt sau phụ và kiểm tra góc sau phụ khi mài.
- Bước 3: Mài mặt trước.
- Bước 4: Kiểm tra góc trước khi mài.
- Bước 5: Mài bán kính mũi dao.
4.2 Những lưu ý khi mài dao tiện CNC
- Trong quá trình mài bạn nên giữ vững dao và không được rung tay.
- Nếu mài thép gió, bạn cần phải làm mát dao thường xuyên để tránh bị cháy (khuyến khích làm mát bằng dung dịch tưới nguội).
- Không nên mài bên hông đá mà phải mài bên trên đá.
- Khi mài nên di chuyển dao đến hết bề ngang của đá
- Không nên dùng lực quá mạnh để điều chỉnh dao tiện CNC trong quá trình mài.
- Mài đứng về một bên của đá (lưu ý không đứng giữa đá).
- Bạn nên sửa đá mài trước khi mài vì đá mài bị mòn từ lần mài trước.




